1. Introduction
Titanium tubes and nickel alloy pipes are increasingly used in large-scale desalination and chemical processing projects worldwide. Their resistance to chloride-rich seawater and aggressive acids makes them indispensable in critical applications. Below are five landmark projects where titanium and nickel alloy piping solutions have proven their value.
2. Shuaibah 3 IWP – Saudi Arabia (Desalination)
- Material Used: Titanium GR2 condenser tubes (ASTM B338).
- Reason: Resistance to seawater corrosion and biofouling.
- Scale: One of the largest desalination plants in the Middle East, producing over 600,000 m³/day.
- Outcome: Titanium ensured long-term reliability and reduced maintenance costs.
3. Jubail 3A Desalination Plant – Saudi Arabia (Desalination)
- Material Used: Titanium GR12 tubes, U-bend configuration.
- Reason: Withstand high chloride brine and elevated temperature.
- Scale: Over 570,000 m³/day water output.
- Outcome: Titanium tubes achieved projected lifespan of 25+ years with minimal failures.
4. Reliance Industries – India (Chemical Processing)
- Material Used: Inconel 625 and Hastelloy C-276 pipes.
- Reason: Handle sulfuric and hydrochloric acid streams in hydroprocessing units.
- Scale: One of the world’s largest refinery complexes.
- Outcome: Nickel alloys eliminated frequent leakage issues of stainless steel alternatives.
5. BASF Chemical Complex – Germany (Chemical Industry)
- Material Used: Incoloy 825 tubes (ASTM B423).
- Reason: High resistance to phosphoric and sulfuric acids.
- Scale: Multi-unit chemical plant modernization project.
- Outcome: Longer service life and reduced downtime, ensuring process safety.
6. Fujairah Desalination Plant – UAE (Desalination)
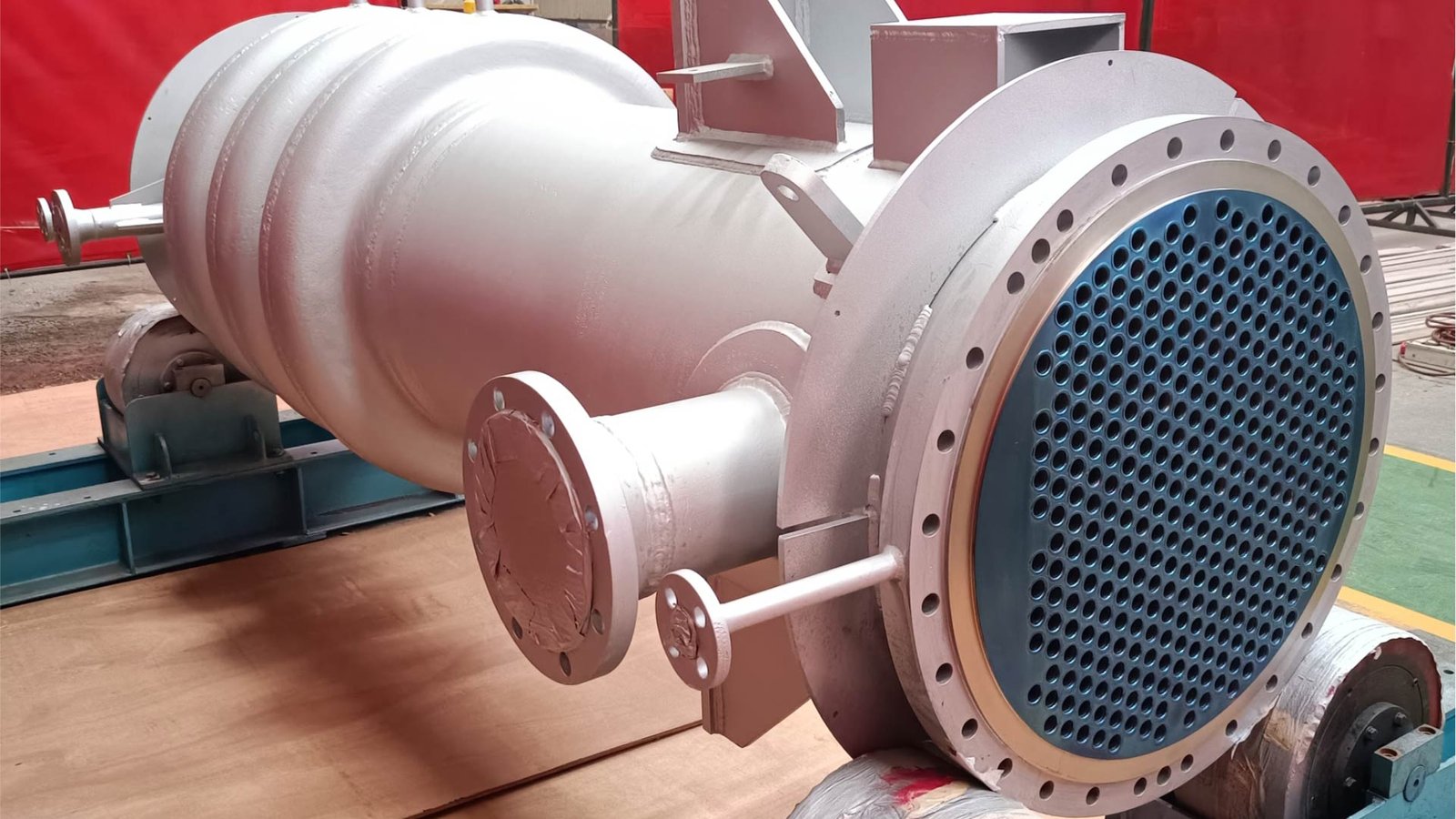
- Material Used: Titanium condenser tubes in MED (Multi-Effect Distillation) system.
- Reason: Excellent seawater corrosion resistance and lifecycle savings.
- Scale: Supplies millions of gallons of potable water per day to UAE.
- Outcome: Titanium adoption lowered lifecycle cost compared to copper alloys.
7. DLSS Contribution to Similar Projects
At DLSS, we have supplied titanium and nickel alloy pipes for desalination and chemical projects with:
- ASTM B338 titanium tubes (GR2/GR12).
- ASTM B444 Inconel 625, ASTM B423 Incoloy 825, ASTM B622 Hastelloy C-276 pipes.
- Third-party inspection (TÜV, DNV, LR).
- Custom fabrication including U-bend tubes and large-diameter pipes.
8. Conclusion & Call to Action
From Middle Eastern desalination plants to European chemical complexes, titanium and nickel alloy tubes have proven indispensable in extending service life and ensuring safe operations. As global demand grows, EPC contractors and end-users are increasingly turning to these high-performance alloys.
DLSS stands ready to support your projects with zero-defect, ASTM-compliant alloy pipes and tubes.
Contact us today for project support and quotations.
info@dlsspipe.com | www.dlsspipeline.com